注塑模推出机构介绍
当注塑件注塑成型后,我们等到塑胶件冷却后,用一套装置把塑胶件从模具中顶出,我们也称之为脱模过程,我们通常就称这个推出机构称之为注塑模推出机构为推出机构,有的人也称之为脱模机构,还有人称它为顶出机构,凡此种种,都是只是一个简单的动作,推出注塑件.
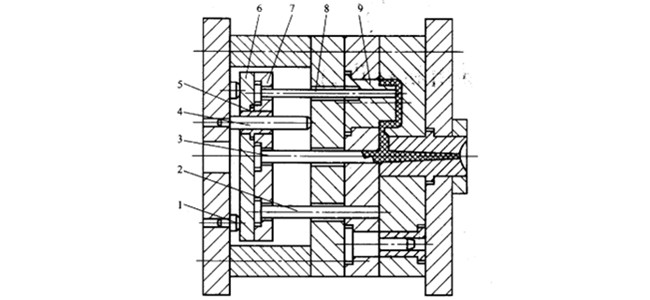
注塑模推出机构的构成
1:推出部分
2:复位部分
注塑模推出动作设计
有三种方法可以进行推出动作设计分别是
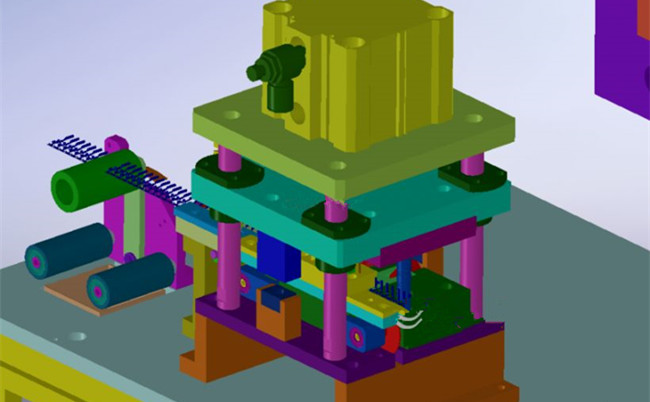
1:设计使用机械来推出机构
这样做的好处非常简单,在注塑过程中,一般温度都在200摄氏度左右,高温非常危险,所以这种方便减少了人工的参与,安全性能方便提高了很多,另外在产品一致性方便可以保证一致性,因为机械加工都是完成的同一个步骤,缺点就是人不在注塑机方便,如果发现不良塑胶件,需要等到塑胶件注塑完成后一段时间才才能发现.
2:设计使用手动推开机构
这种方法很显然现在越来越少,最重要的原因也跟楼上说的一样,温度太高,人手动推模可能会发生意外情况太多,不建议使用
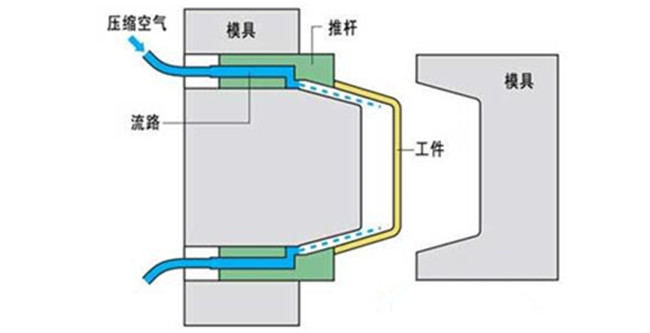
3:设计使用气动进行推模
这种方法的好处是磨损小,功耗小,安全系数高,但是效率相比机械推出机构来说会低一些.
综合以上三种可能,我们采取的为机械推出机构来完成塑胶件的推出.
在设计中需要注意的事项
1:为了获得较大的顶出力,我们设计的时候可以在垂直壁厚的下方
2:模具的顶杆在加工时设计为直角或者垂直,这样更方便于加工.
注意到这两个要求,一般的简单脱模,就非常容易了.如果遇到比较复杂的脱模,需要设计两种或者两种以上的脱模方式同时进行脱模.
推出机构的复位
脱模机构在完成了塑胶件脱模之后,我们需要保证推出机构进行复位来进行下一次运动,在这个过程中,推荐板之外,其他的脱模机构必须要恢复到初始位置,需要复位的组件如下
1:推出机构中的复位杆 需要复位
2:推出机构中的弹簧
3:推出机构中的推杆和推管等.
按照这样的方法设计,推出机构基本能把简单的推出塑胶件
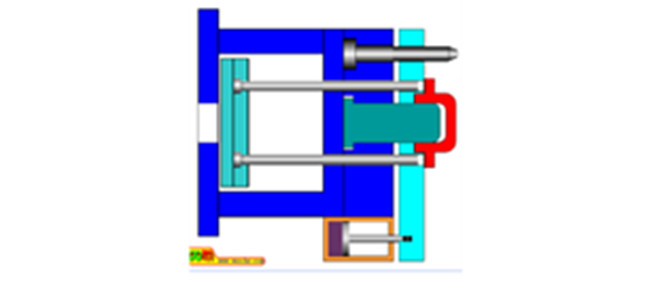
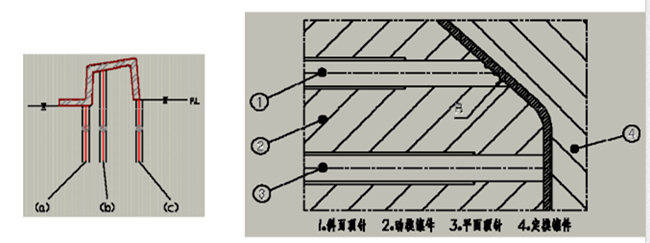
如遇到复杂的需推出件,我们可以采用两次推出的方法.第一次设计为通过弹簧或者拉杆来完成,后一次推出通过简单的推出机构来完成.如图.